Definition: Assembly Line Balancing (ALB) optimizes the mass production process by dividing tasks into workstations and allocating equal processing time to each one without any delay.
The assembly line in which the workstations have equal processing time with less or no ideal time is said to be a perfect one.
It must be balanced in order to ease the manufacturing process efficiently. Besides, it involves the apportionment and allocation of the tasks into several workstations. But, the allotment must not impact the existing precedence relationships.
Following are the examples where there is a need to balance the assembly line may arise:
- Manufacturing of Automobiles
- Assembling Aircrafts
- Shipyards, etc
What is the meaning of Assembly Line?
An assembly line is the number of production processes arranged in a sequence. It is a transformation process where the raw materials turn into a finished product. Also, assembling different parts and combining them to form a single product.
We can also understand it as a set of tasks that moves serially until we get the finished product. It is helpful for the production of complex products.
What is Balancing in Operations Management?
Balancing the lines is grouping tasks under workstations and assigning equal processing time to them.
There is a need for line balancing in order to keep the output rate equal at all the workstations.
Content: Assembly Line Balancing
- Key Terms
- Objectives
- Advantages
- Steps or procedure of Assembly Line Balancing
- Assembly Line Balancing Models
- Assembly Line Balancing Problems
- Example
- Conclusion
Key Terms
Before proceeding further, let’s understand the meaning of some important terms used in this article.
Workstation
A workstation is a specific physical area where a task or group is performed in the assembly line.
Task
The task is a minor division of the work that cannot be subdivided further.
Precedence Diagram
A precedence diagram is used to represent the assembly line. It depicts the relationship of the tasks with each other.
And it also shows the flow of the production activities. We prepare a precedence diagram with the help of Nodes and Arrows.
Cycle Time
It is basically the rate at which the overall production is taking place. We can calculate it with the help of the formula given below:
CT = Productive Time/Demand per Period
Heuristics
Heuristics are the methods to discover a solution that helps in decision making. It acts as a guideline for solving typical problems.
Following are the two heuristics methods that one can use in ALB: –
- Ranked Positional Weight (RPW) Method
- The Computer Method of Sequencing Operations for Assembly Line (COMSOAL)
Takt time
The time available to carry out production in relation to the customers’ demand for that product.
Takt Time = Available Time/Customer Request
Objectives
The objective of using ALB is to divide the entire work process into several sub-stations. But, the division must not affect the precedence relationships of the tasks and must not exceed the cycle time.
Besides these, we perform line balancing for the following reasons:
- Minimization of the cycle time
- Minimizing the number of the workstations
- Maximization of workload and smoothness
- Maximization of work-relatedness
Advantages
Following are the advantages of line balancing:
- Cost Reduction
Helpful in the reduction of the product and inventory cost. - Sequential flow
It directs the process towards sequential and smooth material flow by following a series of operations at a unified rate. - Reducing Ideal Time
Enables production houses to reduce their Ideal Time from the overall process. - Utilization of Resources
It assures the optimum use of the equipment and the workforce. - Reduced Conjunction
Line balancing reduces the chances of conjunction in the assembly line. - Less Processing Time
ALB reduces the total processing time of the production process. - Less Wastage
Balancing the line helps in reducing cost and wastage.
Steps or procedure of Assembly Line Balancing
Step: 1 Define Tasks
The first step in the process is defining tasks that list all the essential tasks involved in the production.
Step: 2 Identify Precedence Requirements
Then identify the precedence relationships existing among the listed tasks.
Step: 3 Find out the number of Workstations
Estimate the minimum number of workstations required to produce the desired output.
Step: 4 Selection of the Heuristic
After that, select and use the assignment heuristic to assign tasks at each workstation.
Step: 5 Determine Efficiencies
Post task allotment in workstations, we must test the effectiveness and efficiency along the line. Also, continue this evaluation for further improvement.
Step: 6 Rebalancing of Assembly Line
The last step in the process of line balancing is the rebalancing of the assembly line. There is a need to rebalance the assembly line, so as to remain competitive in a dynamic environment.
Assembly Line Balancing Models
Assembly Line Balancing is segregated into two groups as follows:
Group – 1
- Single Model: It is used where the production of a single commodity takes place.
- Multi-Line Model: In this, the manufacturing takes place in batches, i.e. production of more than one commodity.
- Mixed Model: Here, the production happens for the same product’s variants simultaneously. But the production is not happening in batches.
Group – 2
- Simple ALB: It is the simplest and most systematic model for line balancing. The production of a single commodity takes place having features like: –
- Fixed-rate launching
- Equally equipped stations
- Serial Layout
- General ALB: All the models, excluding small ALB, are the general ALB. It may include: –
- Balancing of mixed models
- Parallel, U-shaped & two-sided models
Therefore, by using gALB, firms can develop more realistic Line Balancing models.
Assembly Line Balancing Problems
One of the biggest problems in balancing the assembly line is assigning tasks to Workstations. All the tasks differ from one another and require different process times.
But the total time of the workstations has to be equal. Consequently, line managers face problems during tasks allotment and creating the workstations.
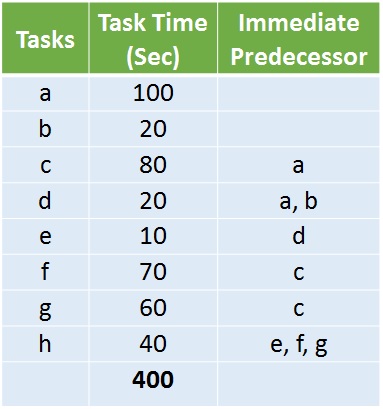
Example
Suppose a line manager has to produce 216 units in a 6-hour shift. The tasks list with its required processing time and immediate predecessor is listed in the table below:
Using the above details, develop a plan for an assembly line.
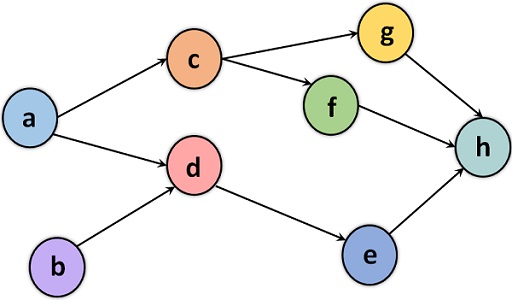
Solution:
Based on the above table, we will draw a precedence diagram for the given tasks.
In the next step, we need to calculate the Cycle Time. But first, we will convert the productive time from Hours to Seconds because tasks time is given in Seconds.
6-Hours = 21600 seconds
CT = Productive Time/Demand per Period
So, CT = 21600/216 = 100 Sec
Therefore, 1 unit must be produced after every 100 seconds in an assembly line.
Now, will we find the least number of workstations needed for the production. For this, we will divide the Total Task Time by Cycle Time.
Total Task Time = 400 Sec
Cycle Time = 100 Sec
So, Minimum Number of Stations = 400/100 = 4 Stations
Thus, we need 4 workstations to produce a unit every 100 seconds.
Now, we will assign the tasks in these workstations using the Longer-Operation-Time-Integer heuristic.
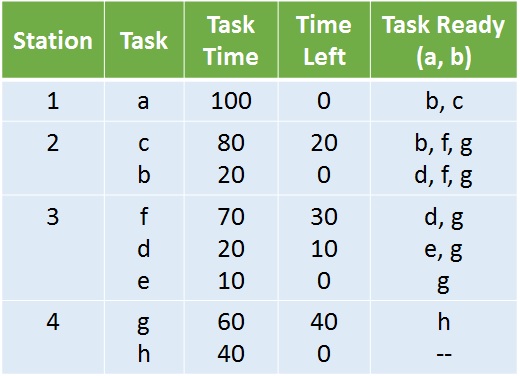
The design of the assembly line will be as follows: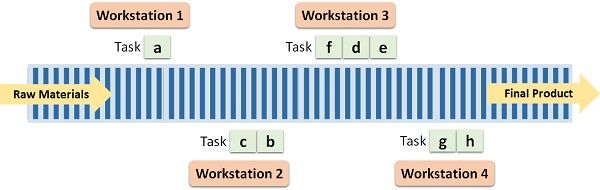
Conclusion
In conclusion, ALB is the optimization of the mass manufacturing process. This optimization occurs by reducing the ideal and cycle time by creating workstations.
Line balancing results in the greatest use of resources. It also increases the efficiency of the overall production process.
Leave a Reply